

{kind=link}
Mobilya Üretiminde Levha Optimizasyonu ve Verimliliği
Dr. Sabit TUNÇEL (Mba) Ağaçişleri End.Yük.Müh. www.sabitttuncel.com
1. Giriş
Optimizasyon kelime anlamı olarak, kısıtlı kaynakların en verimli ve en az kayıp ile kullanımının planlanmasıdır. Genel anlamda yaşamımız boyunca yeryüzündeki kıt kaynakları en iyi şekilde planlayıp kullanmak için bir çok araştırmalar ve buluşlar yapılmıştır. Paranın bulunması ile mal takası yerine kıymetli maden ile bir ölçümlendirilme getirilmiş ve bunun beraberinde, bu kıt kaynağın en iyi şekilde değerlendirilmesi doğrultusunda iktisat bilimi ortaya çıkmıştır. Üretim konusunda da mantık aynıdır. Kaynağınız olan malzeme, işgücü, para, zaman, teknoloji vb. tüm üretim unsurlarının sınırlı olması bunların en verimli şekilde kullanılmasını zorunlu kılmaktadır. Üretim işletmelerinde hammadde ve yarı mamul girdilerinin kontrolü. Bunların proses anındaki işlem basamaklarının düzenlenmesi ve her bir tezgah yükünün tayini. Proses anındaki geri beslemelerin değerlendirilip, bu veriler ışığında raporlamaların yapılarak tezgah, hammadde ve yarı mamulden en üst düzeyde faydanın sağlanması için ciddi anlamda teknolojik destekli bir üretim planlamanın gerekliliği anlaşılmaktadır. İşletmeler karlılıkları için hatlarını veya kaynaklarını en verimli şekilde kullanmak durumundalar. Ayrıca, günümüzde zaman ve para kriterini iyi değerlendirmek hammadde veya yarı mamul kadar önem kazanmıştır. Buda işletmelerin yatırımlarını en verimli şekilde kullanmalarına yönelik çalışmalar yapmalarını sağlamaktadır. Üreticilerden beklenen üç önemli unsur,
i. İstenilen standartlara uygun kalitede ürün üretmek.
ii. Üretilen ürünü uygun fiyata piyasaya arz etmek,
iii. Ürünü taahhüt edilen günde teslim etmektir.
Var olan rekabet ortamında artık her ürünün bir alıcısı vardır mantığı getiri sağlamamaktadır. Tüm sektörlerin, gelişme sürecinde olduğu gibi, ahşap sektöründe de bilinçlenen tüketici, daralan pazar payı, üreticiyi, üretim zamanını azaltma ve maliyetleri aşağıya çekmenin yanı sıra, kaliteyi yükseltme çabalarının doğmasına ve belgelendirme çalışmalarının yapılmasına neden olmuştur. Tabii ki; bunda sektörümüze mühendis yetiştiren üniversitelerimizin ve yıllardır bu sektöre hizmet veren ve vermeye devam eden mühendislerimizin payı da yadsınamaz.
2. Üretim Hatlarının Gelişimi
Ahşap sektörü hepimizin bildiği gibi eski atölye kavramından artık uzaklaşmakta, el işçiliği değil, fabrikasyon üretime yönelik teknoloji ve teknik bilgi gerektiren makine parkurları ile üretim yapmaktadır. Sadece üretim mekanları ve makine parkuru değil aynı zamanda kullanılan hammadde ve yarı mamullerdeki değişiklikler, beraberinde üretim hatlarında da malzemeye uygun işlem tezgahları ile çalışmayı gerektirir hale gelmiştir. Örneğin ahşap sektöründe, masif ahşap malzemenin yoğun kullanıldığı dönemlerden, bu gün levha malzemeler olarak tanımladığımız, yonga levha, MDF, OSB , laminat vb. malzemeler daha ağırlıklı kullanılmaktadır. Bunların işlenebilmesi için yatay veya dikey ebatlama kenar bantlama vb. makineler imal edildi. Bunların yan sanayii olarak PVC, ABS ve melamin kenar bantları ile yapıştırıcılar geliştirildi. O dönemde kullanılan yapıştırıcıların kuruma süreleri 6 ile 8 saat arası iken, şu anda üretilen yapıştırıcıların kuruma süreleri oldukça kısa tutulmakta ve yapışma mukavemetleri de son derece yüksek imal edilmektedir. Bu örnekleri daha da arttırabiliriz. Kısacası bunlar gibi bir çok yeni malzeme ve bu malzemenin tekniğine uygun işlenebilmesini sağlayacak uygun işlem tezgahları tasarlanmıştır. Son dönmelerde üretilen ağaç işleme tezgahları teknoloji ağırlıklı ve elektronik veya bilgisayar kontrollü makinelerdir. Dolayısıyla bunların bilgi yüklemeleri veya veri girişleri pc ile ofisten online yapılabildiği gibi, herhangi bir arıza durumunda arızalı kısım veya parçanın tespitinde üretici firma Internet üzerinden makinenin hafızasına girerek arız tespiti yapabilmektedir.
3. Bilgisayar Destekli Üretim
Üretimde bilgisayar kullanımı direkt olarak makinenin işletilmesi ile ilgilidir. Bu tezgahların çoğunlu bilgisayar destekli son derece hassas ve hızlı makinelerdir. Üniversal makinelerin yerini alan bu işlem tezgahları kullanılan bilgisayar desteğinin türüne göre çeşitli adlar alır.
- NC (Numeric Control) : Bir işlemin nümerik kontrollü olarak program taşıyıcısının (delikli kart, şerit veya manyetik bant) üzerine yazılan ve tezgahın kontrol ünitesine yerleştirilen bir software sistemi ile gerçekleştirilmesidir.
- CNC (Computer Numeric Control) : Nümerik kontrollü tezgahların bilgisayar ile donatılmış olarak işlemlerin gerçekleştirilmesinin tanımıdır.
- DNC (Direct Numeric Control) : Bir üretim programını gerçekleştirirken, CNC tezgahların birden fazla tezgahı besleyen merkezi bir bilgisayar ile bir birine bağlanmasıdır.
Bu makinelere veri hazırlama işlemi bilgisayarda yapılarak makineye online, disket veya CD ile aktarılır. Mobilya endüstrisinde ilgili makinelere veri hazırlayan paket programlardan en yaygın olarak kullanılanı kesim planlarının hazırlandığı DOS tabanlı optimizasyon programlarıdır. Son dönemlerde bu programların Windows altında çalışanlarının da yazılması ile Excel’de oluşturulan bir üretim formundan programa veri aktarımı Dos işletim sistemini kullanan programlara oranla daha pratik olmuştur. Windows altında çalışan optimizasyon programlarında tablolama olanağının olması optimizasyon sonuçlarının görsel olarak daha düzenli ve anlaşılabilirliğini sağlamaktadır. Optimizasyon programları çeşit olarak oldukça fazla olmakla beraber hepsinin çalışma mantığı aynıdır.
Bunun yanı sıra CNC frezeleme tezgahları içinde yazılmış özel CAD/CAM programları da büyük ölçekli işletmeler (BÖİ) tarafından makine üzerindeki bilgisayardan veya pc versiyonu ile ofislerde kullanılmaktadır.
2.2. Bilgisayar Kontrollü Doğrusal Ebatlama
Panel ebatlama tezgahı, panel mobilya üretimi yapan bir işletmenin en önemli işlem tezgahlarından biridir. Bu makineler, makine aksına göre kesme işlemini sadece x hattında yapar. Daha büyük modellerinde çift kesici motor ile parça hiç döndürülmeden kesme işlemi x ve y yönlerinde olmak üzere iki hat üzerinde yapılır. Ancak tek hat üzerinde kesim yapan makineler de parçaya göre x ve y yönünde kesimin yapılabilmesi için, kesimi yapılacak levha düşey eksen üzerinde 90° döndürülerek işlem yapılır. Yatay ebatlama makineleri testere çapına, malzeme yoğunluğuna ve parça ölçülerinin aralarında ki çeşitliliğe göre değişmekle birlikte birkaç levhayı aynı anda üst üste kesebilmektedir. Bu da kısa zamanda daha fazla levhayı ebatlamak demektir. İstanbul İkitelli, Çağlayan ve Ayazağa bölgelerinde ki, 28 mobilya atölyesi ile yapılan görüşme sonucuna göre, konvansiyonel makineler ile aynı tip yüksek adetli işlerde, 8 saatlik bir iş gününde ortalama, 45-50 plaka 18mm yonga levha ebatlanabildiğini ifade etmişlerdir. Yine İstanbul’da bulunan büyük ölçekli bir işletmede yapılan gözlemler ve görüşmeler sonucunda tek yönlü ve otomatik yüklemeli (asansörlü) yatay ebatlama makinesi ile 8 saatlik bir iş gününde 220 plaka ebatlanabildiği ölçülmüştür. Bu hızda çalışan makine için levha optimizasyonunun da son derece güvenilir ve min. fire ile çalışan bir mantıkta olması beklenmektedir. Aksi durumda ebatlama makinesinden beklenilen verim alınamayacaktır.
3. Levha Ebatlama Programları (Optimizasyon Programları)
Levha ebatlamada min. fire veya min. zaman kullanımına yönelik olan bu programlar yoğun olarak, yatay ebatlama makinelerinde kullanılmaktadır.
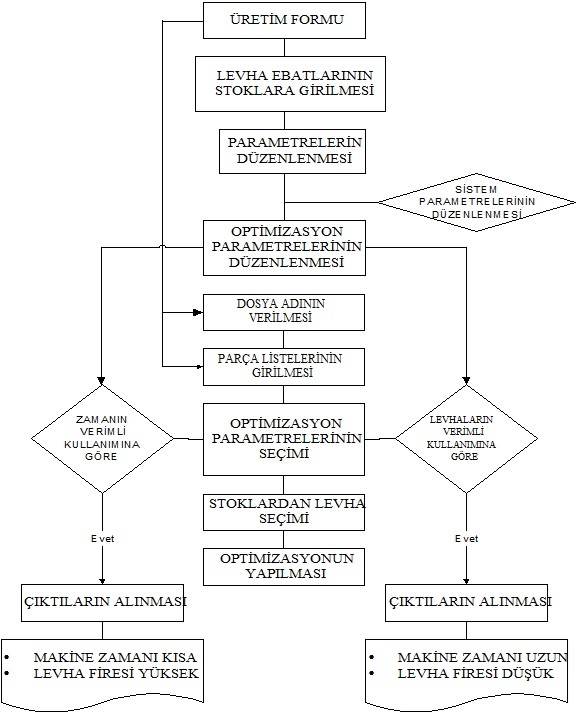
Şekil 3.1. Levha kesim planlarının hazırlanması ve optimizasyon
sektörümüzde ağırlıklı olarak sadece kesim planlarının hazırlanmasında faydalanılmaktadır. Oysa ki; bu programlar levha kesim planlarının hazırlamasının yanı sıra, stokların izlenmesi, ölçülerdeki fire parçaların stoklarda tutulması, parçalara harcanacak toplam kenarbandı miktarı, malzeme maliyeti ve ebatlama işlemi için gerekli olan makine zamanını verebilmektedir. Parça listelerinin programa aktarımında izlenecek yol Şekil 3.1.’de verilmiştir.
3.1. Genel Tanımı
Levha optimizasyonu genel anlamda zamanın ve levhanın verimli bir biçimde ve en az kayıp ile kullanılmasına olanak veren ve yüksek adetlerdeki parçaların belirtilen kısıtlar içerisinde levha yüzeyine en uygun biçimde kesilebilecek yerleşiminin yapılmasını sağlayan yazılımlardır. Optimizasyon programları iki farklı parametre doğrultusunda levha ebatlama işlemini yapmaktadır. Bunlar,
- Zaman optimizasyonu,
- Levha kesim optimizasyonu
Zaman optimizasyonu, levhaların kesimi için gerekli sürenin en iyi şekilde değerlendirilerek, kısa zaman içinde çok sayıda levha kesilmesini sağlaya bilecek en iyi kesim planının hazırlanmasıdır.
Levha optimizasyonunda ise, önemli olan zaman değil malzemedir. Dolayısıyla malzeme zamandan daha değerli ise program bu doğrultuda malzemeden en az fireyi verecek şekilde kesim planı hazırlamaktadır. Bu programlarda “x” ve “y” yönlerinde olmak üzere 2 doğrusal kesim yönü vardır. Mantığı ise makineye göre belirtilen konfigürasyonlar doğrultusunda ve optimizasyon parametreleri çerçevesinde en az fire verecek kombinasyonu bulmaktır. Optimizasyon parametreleri oluşturulurken malzemenin veya zamanın mı önem taşıdığı belirtilerek o konuda optimum çözüme ulaşılır. Parametrelerde zaman önemli diye belirtilir ise paneller çok fazla döndürme işlemine tabii olmadan optimize edilir. Bunun sonucunda da zamanın verimi yüksek, levha verimliliği düşük çıkmaktadır. Dolayısıyla parça ebatlarına bağlı kalmakla birlikte levhanın parçalara göre fire oranı yüksek çıkmaktadır. Bu tür kısıtlar genellikle levhanın kesim boyu yönündeki ebatlara uygun uzun veya iki boy ölçüsü bir levhanın boy ölçüsüne eşit geldiği zamanlarda kullanılmalıdır. Böyle yapılır ise zaman ve levha verimliliği artmaktadır. Parametrelerde bizim için ebatlanacak olan malzemenin önemli olduğu belirtilir ise program bu kısıtlar doğrultusunda parçaları panellerden en az fireyi verecek şekilde yerleştirerek kesim planını hazırlar. Bunun sonucunda da levhalar fazla döndürme işlemine tabii olduğundan makine kesim zamanı uzamakta, karşılığında yine parça ebatlarına bağlı kalmakla birlikte levhanın parçalara göre fire oranı düşük çıkmaktadır. Özellikle bu yöntem küçük ebatlı parçalar için düşük fireli sonuçlar elde edilmesinde kullanılmalıdır.
3.2. Parametreler
Programın sağlıklı işleyebilmesi ve sonuçların makineye uygun olabilmesi, ayrıca bu sonuçlara göre makinenin kesimleri yapabilmesi için belli tanımlamalar gereklidir. Yapılan tanımlar doğrultusunda programa makine hakkında bilgiler yüklenir ve kesim planları için uygulanacak kısıtlar girilerek bu doğrultuda kesim planlarının hazırlanması sağlanır.
3.2.1. Sistem Parametreleri
Program, kullanılan/kullanılacak levha ebatlama makinesi ile uyum içinde çalışabilmesi için tüm makine ile ilgili parametreler programa veri tabanı olarak yüklenir. Pc’de bulunan bilgilerin online veya disket yardımı ile makinenin hafızasına aktarılması ve programın hazırladığı kesim planlarının sağlıklı uygulanabilmesi için bu veriler önceden girilmelidir. Bu bilgilere makine değişmediği veya üzerinde her hangi bir değişiklik yapılmadığı sürece değiştirilmemesi gerekli verilerdir.
- makinenin kesim boyu,
- kesim yüksekliği,
- kesici ve çizici testere çapları,
- makine testere motorunun max. ve min. ilerleme hızı (kesme hızı)
- panel yükleme sayısı,
- levha tutucularının koordinatları,
- makinenin model tanımlaması,
- bilgisayar donanımı ile ilgili teknik veriler,
- programın kayıtlı olduğu dosya adı
- kullanılacak yazıcı tipi
- transfer işlemi online ile yapılacak ise hangi portun kullanılacağı,
- ekran ayarları.
Yukarıdaki veriler ile makine programa tanıtılır.
3.2.2. Optimizasyon Parametreleri
Levhanın hangi kısıtlar içinde ebatlamaya tabii olacağının belirtildiği kısımdır. Burada yapılacak tanımlamalar optimizasyonun sonucunu önemli ölçüde etkileyen kısıtlardır. Ayrıca birden fazla parametre belirleme olanağının olması ile malzemeye ve işin yoğunluğuna göre gerekli parametre seçilerek kesim planları hazırlanır. Optimizasyona direkt etki eden parametreleri şöyle sıralayabiliriz.
- Testere kalınlığı.
- Levha kenarlarından alınacak trim[1] ölçüsü ve hangi kenarlardan trim alınacağı,
- Boy veya en yönünde yapılacak olan kesim tekrarı,
- Zaman veya levha optimizasyonu tercihinin belirtilmesi,
- Kullanılabilir fire ebatlarının belirtilmesi,
- Kesim yapacak olan testerenin özelliklerinin belirtilmesi.
- Makine adam/saat ücretinin belirtilmesi.
3.3. Stok ve Stok Kontrol
Kullanacağımız ve depomuzda bulunan levha malzemeler stok olarak programın malzeme ile ilgili verilerinin saklandığı dosyaya (kütüphane) girilir. Burada en önemli nokta aynı niteliklere sahip farklı ebatlardaki levhalar aynı isim ile anılmalıdır ki; optimizasyonu yapılacak levhalardan en uygun ölçüde olan levha program tarafından seçilebilsin. Aksi durumda sadece bizim seçeceğimiz levhadan optimizasyon yapacaktır. Buda bizi doğru sonuca ulaştırmaz. Stoklara girilen levhalar içerisinde yüzeyi desenli olanlar var ise bunların desen yönlerinin levha enine veya levha boyuna olma durumuna göre girişleri yapılmalıdır.
Yine bu programlar ile kullanılan malzemelerin veya istenilen malzemelerin optimizasyon sonucunda stoklar güncelleştirilsin komutu verilerek, kullanılan malzeme sayısı kadar levha stoklardan düşülür. Yapılan işlem sonucunda. Parametrelerde belirtilen ebatlar doğrultusunda fire olarak çıkan kullanılabilir parçalar otomatik olarak tekrar stoklara girerek bir daha aynı malzemeden yapılacak ikinci bir kesim planında bu parçaları kullanmak üzere stok olarak saklanır. Dolayısıyla bir önceki kesimden fire olarak ayrılan parçaları kullanarak malzemeden optimum düzeyde fayda sağlanmaktadır. Ayrıca programın malzemelerin saklandığı dosyaya (kütüphaneye) levha malzemeler yazılırken birim m² fiyatları girilerek sonuçta ebatlanan parçaların fiyatına ulaşılabilmekte bu da maliyetlendirme açısından iyi bir yol gösterici olmaktadır.
3.4. Üretim Planlama Modülü
Seri imalat yapan işletmelerde sürekli aynı mamuller üretiliyor ise programda ilgili modüllere ait bir dosya oluşturularak ürün ile ilgili tüm parça ölçüleri ürünü kapsayan kod ile anılan bir dosya da saklanır. Buda parça listelerinin oluşturulmasında tekrarları önlemektedir. Levha kesim planları hazırlanacağı zaman sadece modülün kod numarası, toplam adeti ve kullanılacak levha malzeme stoklardaki kodlar ile belirtilerek kısa zamanda optimizasyon işlemi yapılır. Buda her modülün parçalarının tek-tek girilmesi gibi bir işlemi ortadan kaldırdığından veri girişlerinin daha hızlı olmasını sağlamaktadır. Buda genellikle aynı kapsamlı programlarda üretim planlama modülü olarak yer almaktadır.
3.5. Program Çıktılarının Değerlendirilmesi
Çıktılar seçilen parametre doğrultusunda levha firelerini stoktan hangi levhadan kaç adet kullanacağını yine parametrelerde belirtilen kesim yüksekliğine ve parça boyutlarının levha dizilişindeki uygunluğu ve tekrarına göre levha paketlerini verir. Bunun yanı sıra kullanılabilir ölçülerdeki fire parçaları, özel kodlarla stoklarda saklar. Ayrıca bu parçaları şematik görüntüde farklı renk veya desen ile belirtir.
Makinenin yapacağı iş ile ilgili harcayacağı zamanı vermesi, zaman planlaması ve makine yüklerinin dağılımında dar boğazların tespiti açısından iyi bir kaynak olmaktadır. Ayrıca makinenin yükte çalışma süresince aldığı kesim yolunu vermesi ile testerenin bileme zamanlarının hesaplanmasında veri oluşturmaktadır.
Eğer kenar bantlama işlemi var ise kenar bant miktarını net olarak alınır. Levha ebatlamanın süresi ve maliyeti çıktılarda görülebilmekte buda maliyet analizlerinde oldukça iyi bir yol gösterici olmaktadır.
Tüm parçalar bar kod sistemi ile kodlanarak istif düzeni ve etiketleme sistemi kesim anında çözümlenmiş olur.
6. Sonuç
Bu tür yazılımlar, panel ebatlamayı ve zaman planlamasını yapmanın yanı sıra, malzeme tedariki konusunda gereksiz stoklara yönelmeyi önleyerek stok planlamasına da katkı sağlamaktadır. Ayrıca panel fiyatı, makine adam saat ücreti gibi bilgiler girilerek, bunun sonucunda da maliyet bilgilerine ulaşılabiliyor olması ile işletmelerimizde hem maliyetlendirme, hem de üretim aşamasında oldukça büyük yararlar sağlayan ve yöneticiye kısa zamanda doğru ve net bilgi verdiği için sektörümüzde mühendisler tarafından oldukça yoğun kullanılan programlardır.
Daha geniş kapsamlı olarak düşündüğümüzde, çalışan elemanın zamandan tasarruf sağlaması ile işletmeye parasal bir getirisi olduğu gibi, çalışandan max düzeyde verim alınmasını sağlamaktadır. Ayrıca bu ve benzer programların son versiyonlarında “Excel” ile bağlantılı çalışılabiliyor olması ile işletmelerimize artı bir zaman kazancı daha sağlamaktadır. Tüm işletmelerimizde üretim formları genellikle “Excel”’de tablo olarak hazırlanmaktadır. Hazırlanan bu tablolarda yer alan parça adı, malzeme, parça boyu, eni ve kalınlığı ile bantlanacak olan kenarların tanımlamalarını kapsayan hücreler, kesim planının hazırlanacağı program satır ve sütun tanımlamaları yapılarak tek bir tuş ile aktarılır. Buda ikinci kez parça tanımlarının ve ebatlarının yazılması gibi bir yükten veya sekretaryalıktan kurtarmakta hem de yazımdan doğabilecek hata %’sini minimuma indirmektedir.
Teknolojinin gelişmesi ile ürünün kalitesi arttığı gibi, çalışanında gereksiz kırtasiye ile uğraşıp zamanını monoton bir işe ayırmayıp işletme için daha verimli projeler veya sistem çözümleri üretmesini sağlamakta. Dolayısıyla mühendisler işletmeler için daha verimli olmaktadır.
Bu tip programların ortak özelliklerinden biride, pc’de yani, ofis bilgisayarında hazırlanan kesim planlarının online ile direk olarak makinenin bilgisayarına aktarılabilir olması üretimin ön hazırlık aşamasını kısa zamanda tamamlamasına ve ölçü hatalarının minimuma inmesi ile işletmeye kayıp zaman ve kayıp malzemeden doğan zararların önlenmesini sağlamaktadır. Bu da; ürün fiyatlarının aşağıya çekilmesine, işlemlerin teknik eleman kontrolünde olması nedeni ile ürün kalitesinin yükselmesi ile tüketicinin de hatasız ve kaliteli ürüne sahip olmasını sağlamaktadır.
5846 sayılı yasa gereği lütfen gerektiği gibi kaynak göstermeden alıntı yapmayınız
Kaynaklar:
Burdurlu,E.,Ejder,E.,1999 Mobilya Endüstrisi İşletmelerinde Yönetim Organizasyonunun Bilgisayar Teknolojileri İle
Entegrasyonu ve Bilginin Merkezileştirilmesi, H.Ü.,Ağaçişleri Endüstri Mühendisliği, I.Uluslararası Mobilya Kongresi, Ankara,204-218.
Soysal,A.,Seraslan,N.,Atalar,K.,Tanyaş,M.,Sivri,H.,1987, Sanayide Bilgisayarın Etkin ve Verimli Kullanımı,İTÜ.,
İstanbul,714s.
Koç H.,1993,Bilgisayar Destekli Üretim ve Orman Ürünleri Sanayiinde Uygulanması,İ.Ü.,Sosyal Bilimleri Enstitüsü,
Yayınlanmamış Doktora Tezi,İstanbul,142s.
Tunçel,S.,2000,Bilgisayar Teknolojilerinin Mobilya İşletmelerinin Yönetim Organizasyonuna Etkileri Üzerine
Araştırmalar,H.Ü.,Fen Bilimleri Enstitüsü,Yayınlanmamış Yüksek Lisans Tezi, Ankara,110s.
[1] Levhaların kenar bozukluklarının alınması veya levhanın gönyeye getirilmesi için kenar veya kenarlarından alınan kesim payı
Üstad; sektörü hiç bilmediğim halde, satın alma müdürü olarak işe başladım. Makaleniz, işin mantığını anlamamda çok yardımcı oldu. Ellerinize sağlık…
Cumhur Bey;
Makalelerimin ihtiyaca yanıt vermesi ve bilgi almak isteyenlerin ulaşıp yararlandıktan sonra zahmet edip teşekkür yazması benim için çok büyük mutluluk. Yazılarımın böyle fayda sağlaması daha keyif ile yazmamı sağlıyor.